Diskontinuierliche Beflockung von Gummiprofilen für die Automobilindustrie – mod. GFPD

Technische Merkmale
Diskontinuierliche Beflockung von Gummiprofilen für die Automobilindustrie – mod. GFPD
Die diskontinuierliche Flockung von Gießereiprofilen ist ein Bereich, der in den letzten Jahren eine bemerkenswerte technische Entwicklung durchlaufen hat.
Das Ziel dieses Verfahrens ist es, eine oder mehrere Verbindungen nach der Profilmontage/-formung zu beflocken.
AIGLE hat verschiedene Flockungstechniken erforscht und eine lange Erfahrung mit diesem speziellen Gerätetyp erworben.
Die Maschinen werden in Abhängigkeit von der Menge, dem Typ, der Form und der Aufteilung der zu bearbeitenden Teile entwickelt; außerdem sind diese Linien äußerst flexibel und können leicht personalisiert werden.
Ein Standardimpuls kann wie folgt konfiguriert werden:
– Ein weitgehend manuelles Verfahren, das 3 Bediener für die folgenden Arbeitsschritte erfordert:
- Der erste Bediener bearbeitet die Oberfläche des Profils, um eine bessere Haftung zu erreichen, entweder mit einer manuellen Schere oder mit einer Pistole für die Corona/Plasma-Behandlung.
- Ein zweiter Mitarbeiter trägt den Klebstoff mit einem einfachen Pinsel oder einem Sprühgerät auf. Anschließend wird das Blatt mit einer elektropneumatischen Flocke geflockt. Vor dem Einspannen des Werkstücks führt der Bediener eine genaue Vorbearbeitung der Profiloberfläche durch.
- Ein dritter Mitarbeiter kümmert sich um die Logistik der Wagen, nachdem der Klebstoff getrocknet ist. Derselbe Mitarbeiter kümmert sich auch um die Endreinigung vor dem Verpacken
Der Vorteil dieser Verfahrensart besteht darin, dass sie die Anfangsinvestition und die Flexibilität des Systems verbessert: Es kann eine große Vielfalt von Profilen bearbeitet werden. Andererseits kann die Produktivität eingeschränkt sein.
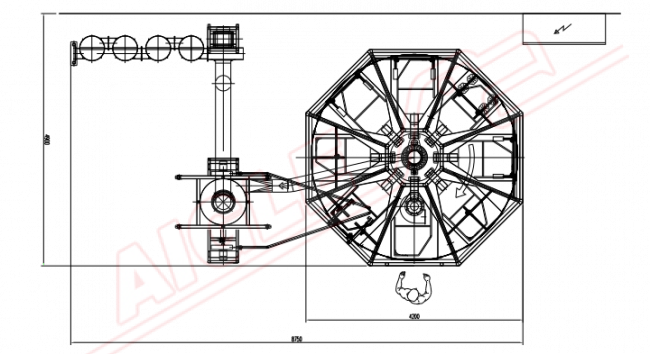
– Ein halbautomatischer Prozess, der die folgenden Arbeitsschritte vorschreibt, mit Hilfe von Giostra oder Lineare:
- Auto-/Vorbereitungsstation (manuell) mit einer oder zwei Positionen in Abhängigkeit von der Produktivitätssteigerung
- Automatisches Flockungssystem in Linie mit Straßenbahn oder mit elektropneumatischer Pistole
- Inline-Vorreinigung durch spezielle Sprühdüsen
- Polimerisationszone mit in Reihe angeordneten Infrarotsensoren
- Endgültige Säuberung
- Entladen zur Kontrolle und Verpackung (manuell)
Der Vorteil des halbautomatischen Systems gegenüber dem manuellen System ist die größere Produktionskapazität. Außerdem werden die Teile durch die minimale Handhabung von einem Prozessschritt zum nächsten nur geringfügig beschädigt und schließlich wird eine gleichbleibende Qualität der Produktion gewährleistet. Der Einsatz von Robotern ist ebenfalls geplant, um die Automatisierung der Anlage zu erhöhen.
– Vollständig automatischer Prozess mit robotisiertem System










Technische Daten