DISCONTINUOS FLOCKING FOR CAR RUBBER PROFILES – MOD. GFPD

Technical Features
DISCONTINUOS FLOCKING FOR CAR RUBBER PROFILES – MOD. GFPD
Discontinuous flocking for cut profiles is a process that over the last couple of years has shown great technical development.
The purpose of this process is to flock one or more corners after the rubber profile assembly/molding.
Several flocking techniques have been developed by AIGLE and we have a very long experience of this special kind of equipment.
Equipment is designed to function for a variety of quantities and kinds, shape and section of pieces to be processed; in fact, this kind of lines can be easily customized and can be extremely flexible.
The main equipment can be configured as:
– A totally manual process
– Semi-automatic process with carousel or rectilinear line
– Totally automatic process with a robotized system
The manual solution needs 3 operators for the following processing steps:
- The first operator treats the surface for better adhesion of the adhesive with a manual sanding machine or a handy gun for corona/plasma treatment
- The second operator applies adhesive by a simple brush or spraying applier. The same operator flocks the part by an electro-pneumatic flocking machine. Before displacing the piece in the dedicated hanger, the operator effects an accurate pre-cleaning operation of the surface.
- The third operator takes care of the logistics of the trolleys after the adhesive is dried and reticulated into the oven. This operator also does the final cleaning before the packing.
The advantage of this type of process is the reduced initial investment and the great flexibility of the system: a big variety of profiles can be processed; but on the other hand, the output, in comparison with the manpower used, is very limited.
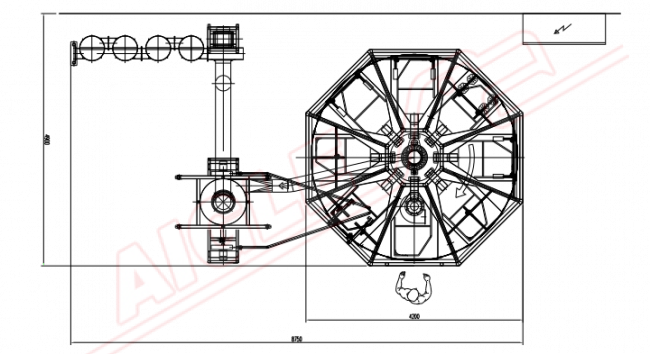
The semiautomatic process with a carousel or rectilinear line consists of the following processes:
- Loading/pre-treatment station (manual): one or two positions in function of the output requested
- In line automatic flocking system by hopper or electro-pneumatic guns
- In line pre-cleaning by special air nozzles
- In line curing/reticulating Infra-Red zones
- In line final cleaning
- Unloading for inspection and packing (manual)
The advantage of the semi-automatic process is the high output in terms of units, in comparison with manpower, its productivity. There is also less waste/scrap due to lesser amount of handing of the pieces from one phase to the other, finally the constancy of the production in terms of quality. It also employs robots to increase the automation aspect of the process.










Technical data